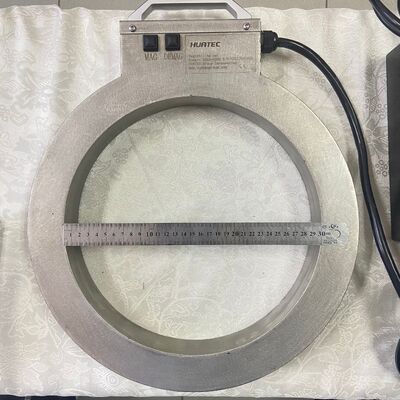
AC-Spule Durchmesser 300 mm Rundmagnetische Partikelfehldetektor
I. Hauptparameter
| Eingangsstrom |
8A, bestimmt nach den eingestellten Werten für Magnetisierung und Demagnetisierung, Standbystrom 0,5A; |
| Stromversorgung |
AC200-240V 50 / 60Hz |
| Magnetisierende Strömung |
8A (8A * 400T = 3200AT) |
| Zentrales Magnetfeld |
Maximal 110 Gramm |
| Demagnetisierungsstrom |
8-0A |
| Größe der Spule |
Φ 300 mm, insgesamt 400 Drehungen |
| Vorübergehende Belastungsrate |
> 30% |
II. Einführung der Funktion
1, Magnetisierung - Einsatz des elektromagnetischen Feldes zur Magnetisierung des Werkstücks;
2, Demagnetisierung - Demagnetisierungsfeld beginnt das Werkstück zu demagnetisieren;
3, Temperaturüberschreitung - die Spule verfügt über einen eingebauten Temperatursensor von 75 °C. Wenn die eingestellte Temperatur überschritten wird, tritt sie in den Schutzzustand ein.
III. Installation und Inbetriebnahme
Einrichtung:
1Die Ausrüstung ist in einer trockenen Umgebung ohne Metallstaub, korrosive Gase und brennbare und explosionsfähige Gegenstände zu installieren.
2Die Temperatur des Umgebungsmediums darf nicht unter - 10 °C und nicht über + 40 °C liegen.
3Die relative Luftfeuchtigkeit darf 85% nicht übersteigen.
4. Die Rohr- und Drahtverbindung zwischen der Montageausrüstung und jeder Hilfsvorrichtung ist nach dem Anzeigeschild und der Steckdose anzuschließen;
5. die Stromversorgung (Stromversorgung, Luftquelle usw. je nach Anlagenumgebung und Betriebsbedingungen) und die Ausrüstungshülle ist zuverlässig geerdet;
Inbetriebnahme:
1Nach der Einrichtung der Ausrüstung prüfen Sie zunächst, ob alle Verbindungskabel und -schrauben los sind und abfallen;
2. Verwenden Sie Instrumente, um zu messen, ob die Spannung am oberen Ende des Hauptschalters der Maschine den Anforderungen der Anlageumgebung und der Betriebsbedingungen entspricht;
3. Überprüfen Sie jede Funktionsaktion, drücken oder schalten Sie manuell jeden Funktionsschalter und jede Funktionsaktion des Geräts wird entsprechend ausgeführt;
4- Inspektion der Entmagnetisierungseffekte: Überprüfung, ob der Magnetismus nach der Entmagnetisierung den Anforderungen entspricht;
5Nach erfolgreicher Inbetriebnahme und Inspektion kann die Ausrüstung in Betrieb genommen werden.
IV. Routinemäßige Wartung
Nach dem Gebrauch der Ausrüstung müssen folgende Vorgänge durchgeführt werden:
1. Schalten Sie den Stromschalter aus und schneiden Sie die Stromversorgung der Ausrüstung ab;
2. Ausschalten Sie den Hauptschalter der externen Stromversorgung;
3. die Ölflecken auf der Oberfläche der Spule reinigen und die gesamte Ausrüstung sauber halten;
4. Überprüfen Sie innerhalb eines Monats, ob die Schaltung, Kabel und Befestigungsmittel los sind und veraltet sind;
5. Überprüfen Sie täglich, ob die Konzentration der Magnetsuspension der Norm entspricht;
6. zur Reinigung der Ölflecken auf der Oberfläche der Ausrüstung ein neutrales Waschen erforderlich ist;
7. Wenn die Hülle beschädigt ist, ist es verboten, sie weiter zu verwenden;
V. Grundsatz der Fehlererkennung
Prinzipien des Elektromagnetismus
Der magnetisierende Strom bildet durch die Oberfläche des ferromagnetischen Werkstücks ein elektromagnetisches Feld (AC und Halbwellen-DC haben Hautwirkung).Die Existenz von Defekten wird die magnetische Kraftlinie abschneiden.Die Magnetpartikel sammeln sich und bilden magnetische Spuren.Das Vorhandensein von Defekten kann durch die Beobachtung magnetischer Markierungen beurteilt werden (magnetische Markierungen sind eigentlich vergrößerte Defekte).
Rückstandsmethode
Im Gegensatz zum kontinuierlichen Verfahren wird das Werkstück zunächst magnetisiert und dann für eine gewisse Zeit in eine magnetische Suspension eingetaucht.und magnetische Partikel werden durch die Remanenz des Werkstücks absorbiert, um magnetische Markierungen zu bildenDieses Verfahren ist auf geringe Anforderungen, einseitige und restliche magnetische Induktionsstärke des Werkstücks Br ≥ 0,8 t beschränkt.
Remanenz bezieht sich auf die Größe des verbleibenden Magnetfeldes nach Fehlerdetektion, in der Regel in Gauss (Gs), Millitesla (mT), Ampere/Meter (A/m) als Einheit.die Größe der Remanenz hängt mit dem Werkstückmaterial zusammen.
Magnetische Aufhängung(das Magnetpulver sollte vollständig gerührt und in der Flüssigkeit suspendiert werden, bevor ein Fehler festgestellt wird.)
Magnetpulver wird verarbeitet, um eine bestimmte Korngröße von Eisenpulver zu erreichen.
Fluoreszierendes Magnetpulver besteht aus gewöhnlichem Magnetpulver und einer chemischen Substanz, die normalerweise als fluoreszierendes Leuchtmittel bezeichnet wird.nach der Bestrahlung der Leuchtstofflampe hinzugefügt, die Leuchtstofflicht emittieren kann, kann die Fehlererkennungsempfindlichkeit erhöhen, bequeme Beobachtung.
Ölmagnetische Suspensionsformel: ((oder 3# Magnetpulverfehlererkennungsträger auf Ölbasis)
(Winter) Transformatoröl (25#) : geruchloser Kerosin = 1:3
(Sommer) Transformatoröl (25#): geruchloser Kerosin = 1:2 - 1:3
Gemischtes Öl: gewöhnliches nicht fluoreszierendes Magnetpulver = 1000 ml: 10-20 g
Gemischtes Öl: fluoreszierendes Magnetpulver = 1000 ml: 2 g-3 g
Wassermagnetsuspension: zusammengesetztes, auf Wasser basierendes fluoreszierendes Magnetpulver mit einer kleinen Menge Wasser, um das Magnetpulver zu einer Paste zu rühren,dann genügend Wasser hinzufügen (das Zusammengesetzte Suspensionspulver enthält Dispergierungsmittel, Entschäumungsmittel, Rosthemmerbestandteile), ist das Verhältnis des nicht zusammengesetzten fluoreszierenden Magnetpulvers wie folgt;
Dispergiermittel 21 g Rosthemmer 21 g
Defoaming-Mittel 21g Fluoreszenzmagnetische Partikel 2g ̇ 3g
Wasser 1 l
Empfindlichkeit
Die Empfindlichkeit bezieht sich auf die Präzision der Magnetpartikelfehlererkennung, die normalerweise durch den NATIONAL Standard TYPE A-Test nachgewiesen wird.Typ A Standard-Testblatt hat drei Arten von EmpfindlichkeitJe kleiner der Bruchteilwert im Typ A ist, desto höher ist die erforderliche effektive magnetische Induktionsstärke, die eine magnetische Markierung anzeigen kann (A-15/100, A-30/100, A-60/100,A-7/50, A-15/50, A-30/50, sechs Punkte, die höchste Empfindlichkeit von 1# Testfilm umfasst A-15/100, A-7/50. 2# Testtabletten haben eine moderate Empfindlichkeit, geeignet für die meisten Branchen, einschließlich A-30/100, A-15/50..3# Testtabletten haben die niedrigste Empfindlichkeit, darunter A-60/100 und A-30/50.)
Methode der Verwendung des Standardempfindlichkeitsprüfstoffs (für die kontinuierliche Methode geeignet),üblicherweise mit Typ A-Standardprüfstück 2#(30/100 oder 15/50) für die Auswahl des Magnetisierungsstroms zur Fehlererkennung.
Die künstlichen Defekte können deutlich auf der glatten Oberfläche des Prüfstücks angezeigt werden, indem die Oberfläche des mit künstlichen Defekten versehenen Prüfstücks fest mit dem zu prüfenden Werkstück befestigt wird.langsame magnetische Aufhängung durch das Werkstück und entsprechender Magnetisierungsstrom (Anpassung der Umfangsrichtung bzw. Längsrichtung)Der Wert des Magnetisierungsstroms ist die entsprechende Magnetisierungsspezifikation.


 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten! German
German